Fine/specialty chemicals that extend life are labeled as active pharmaceutical ingredients (API) whereas the same class of chemicals that enhance life style are just called an additive. An excellent example is Dimethyl Fumarate. Initially used as a biocide found its use as a cure for multiple sclerosis. Manufacturing processes for both are exactly the same but the selling price as a drug is more than 1,000 times the selling price as a biocide. Exact same fundamentals of chemistry (1) and chemical engineering (2) are applied to the manufacture of each category of products. Major difference between the two is quality stringency and social perception of how each influences human life. They are priced accordingly.
Perspective presented on process chemistries and manufacturing processes is a joint effort with Dr. Charles Kausch (3) and is not influenced by any “for profit and/or nonprofit” organization.
Current Laboratory Developments:
From inception of organic chemistry to produce chemical synthesis chemists and chemical engineers test their hypothesis in the laboratory using round bottom flask or similar laboratory vessel that is fitted with an agitator and adequate provision for heating/cooling of the reaction mass. If any of the reaction ingredients are a solid at room temperature, a suitable solvent/s is/are selected and the chemistry tested at a temperature and conditions to demonstrate reaction feasibility. They quantify reaction conditions to obtain the highest yield. Their laboratory practices are scaled up for the commercial production of the products. These practices started over 80+ years ago and continue. Not much has changed.
Since most of the active pharmaceutical ingredients (APIs) and many of the fine/specialty chemicals do not have high yearly production volume to be produced year, they are produced using the existing equipment by modifying the process which is fitted in the existing equipment: reactors, pumps, heat exchangers etc. of varying size where necessary unit operations (2) can be executed to produce the desired product/s. Batch process (4) is the way. Continuous processes (5) are seldom used even if they could be used.
Current methodologies depend on using large amounts of inert solvent/s. As much as 50-70% of the reaction mass are solvent/s that are recovered and reused. This practice to develop processes and manufacture products has worked well for the last 80+ years and most processes are batch processes.
Any change to consider alternate processes e.g. continuous process (5) would be a significant shift. Involvement of village (6,7,8 9,10) would be necessary. To accomplish the needed change, it is possible that many companies might have to reconfigure their business model and manpower. This could be difficult to accept and adopt.
Why the current methods are used is a great question to ask? Answer is simple. Traditionally at universities we are taught how the reactions work. In the laboratory we are taught how to prove the manufacturing chemistry. At profit making organizations traditions taught at the universities continue. Once the process feasibility is proven, no or minimal effort is exercised is to improve them or look for alternates. Due to commercialization pressure, as the chemistry and synthesis method/s tested in the lab work, most seldom have the time to experiment with other synthesis/manufacturing strategies. As the saying go “if it isn’t broken don’t fix it” prevails.
However, current practices have a consequence. They have an environmental impact and lower equipment utilization (6, 7, 8). Equipment has to be cleaned for the production of the next or the same product to be produced in the same equipment. Even with solvent recovery and reuse processes have high environmental impact.
Pharmaceutical industry even after recognizing its environmental impact, in our estimation, has been a laggard in improving/lowering its environmental impact (11, 12,13,14). If it wants to change totally, out of the box thinking and methods are needed.
Chemists and chemical engineers have to look and evaluate alternates to the current practices if they want to minimize environmental impact, improve asset utilization, improve profits and pass on savings to the users. Traditions are going to come in the way. If companies are able to sell directly to patients i.e. bypass the current distribution channels product quality assurance will be the highest priority. This would also lead to manufacturing technology innovation. However, likelihood of direct sales to patients and ensuing innovation will be resisted and impeded by the current distribution channels, regulators and may be by the manufacturing companies.
For change to happen practices of the last 80+ years need to be modified. Thinking that if it is not broken it does not need to be fixed has to go. We have to apply the teachings and commercialize them differently. Creativity and imagination would be needed (6,7,8,9,10).
What all has been discussed above is being used in additive sector of the fine/specialty chemicals. It needs to be applied to the API and their formulations also. Few of the processes that have been and are commercial have been discussed (6,7,8,9,10). Expanding and incorporating these methodologies in the API sector have the following benefits.
1. Reduce environmental impact
2. Improve profitability
3. Reduce commercialization time
4. Improve asset utilization
Continuous effort is needed. We do not need to procrastinate. Another significant benefit of the suggested practices are they can reduce drug shortages and improve affordability. All these could lead to higher sales.

Methodology:
Alternate method/s to develop a process involves capitalizing on physical and chemical properties of each chemical produced and used in a reaction, reaction mechanism, heat of reaction and reaction kinetics (15, 16). In the cases discussed (6,7,8,9,10) their influence has been exploited to minimize the reaction time and achieve high process yield. Use of alternate equipment (9, 17,18) that is commercial and is being used in chemical and other manufacturing industries is important. Due to tradition of not exploring alternate application of technologies from other industries and the value derived from these exploitations is mostly overlooked.
Diclofenac synthesis (19, 20):
Through discussion of Diclofenac synthesis some of the alternates possibilities that we believe will simplify manufacturing are reviewed. These as usual will have to tested and even modified for better results.
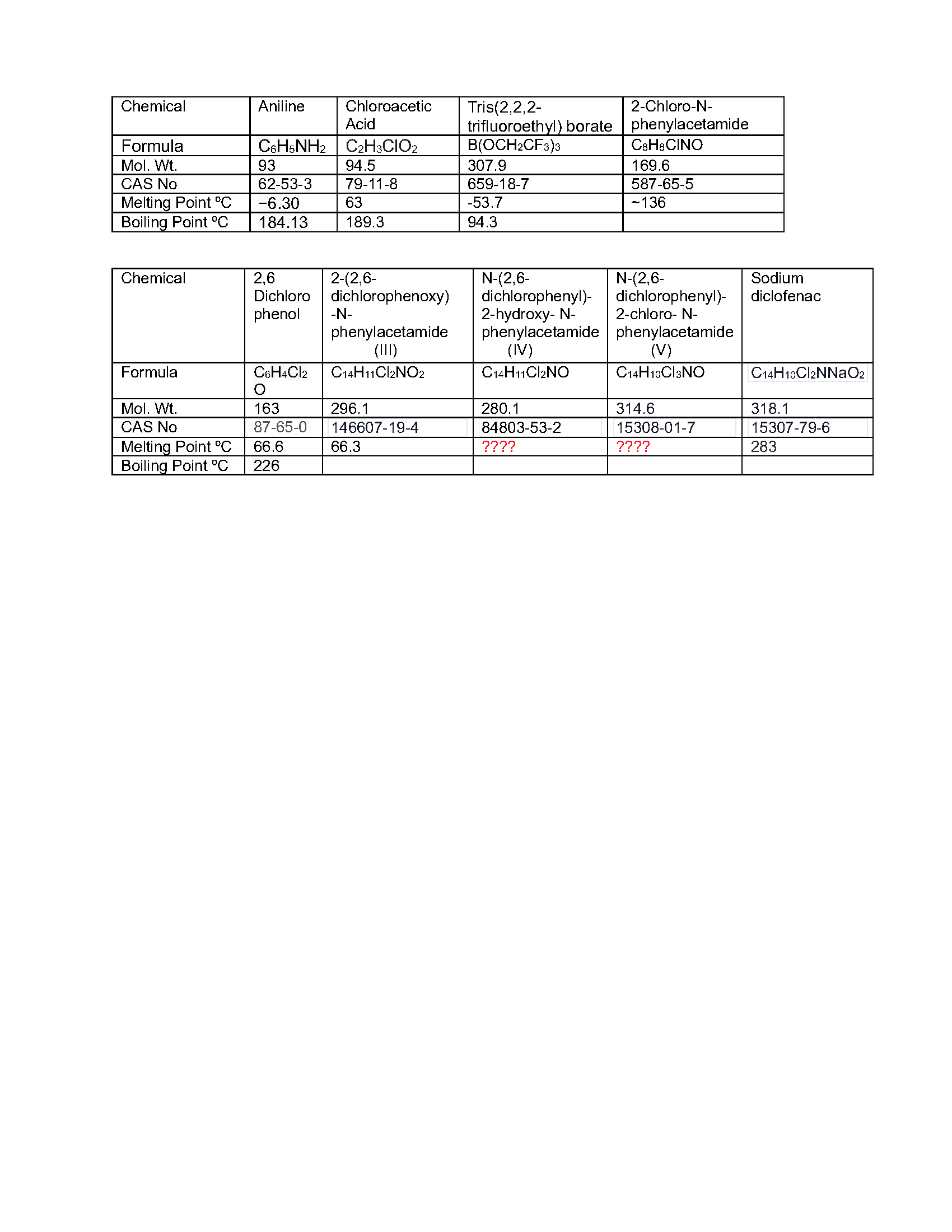
Figure 2: Physical Properties of reactants in the production of Diclofenac
Having compiled the physical properties of the starting and intermediate products one can evaluate and consider if the solubilities and melting point of the chemicals can be capitalized on.
For the first reaction step, formation of 2-Chloro-N-phenylacetamide (a liquid), chloroacetic acid is a solid at room temperature and is low melting point compound. This presents opportunities. It could be metered in as a liquid above its melting point. A suitable organic that could be used as a liquid/solvent could also be used. This organic solvent would be the solvent of choice.
Sequential reaction loops like illustrated in Figure 3 can be used to produce diclofenac. Instead of using reactors chemists and chemical engineers need to consider alternate equipment (17, 18) that can be used as an inline reactor. Generally the equipment mentioned are not traditionally used as reactors but have been used since early 1970s in place of reactors. Cost of the suggested equipment are significantly lower, as much a 50%, than the traditional equipment used in the chemical industry e.g. microreactors that are being touted for similar use. There has to be economic justification for the equipment to be used. Evaluation and justification is very dependent on knowledge and creativity of the chemists and chemical engineers involved in process development and design.
Sequence of addition of reactants is dictated by the reaction kinetics. Methods discussed can be applied to every reaction step. Due to batch nature of the laboratory process most are generally not able to practice that. Such methodologies have been practiced time after time by astute and creative chemists and chemical engineers but seldom mentioned as most of the discussion is on batch processes that are laboratory based. In-line heat exchanger/Reactor, preferably an electric sourced would be preferred. Addition of each reactant addition Solvent selected has to be such that it will facilitate each reaction step. Preferred temperature of addition of each reactant should be above their melting point. This allows the precise stoichiometric control of the process. Solvent may not be separated from the reaction mass till completion of all of the reaction steps leading to isolation and purification of diclofenac.
Aluminum chloride can be added two ways. It can be slurried in a solvent and added as a paste or a suspension can be made using a suitable thickener and could be metered in. This would be similar to use of thickeners in the water/solvent based coatings (6).
All of the suggestions above are an effort to simplify the manufacturing processes. Compared to the traditional ways to execute the chemistry above methods present a different way of execution of chemistry. Cross fertilization of methods that work in other manufacturing processes need to be explored. Simplest thing we all can say is “IT CAN’T BE DONE or NO” has to go. Skepticism will have to be overcome by testing each step and its execution. Based on successes of other products (6,7,8,9,10) every chemist and chemical engineer can extend the concepts to every chemistry the develop and commercialize. Creativity, imagination and outlier thinking would be needed.

Figure 3: Schematic of each in-line reaction steps.
Again, process and manufacturing technology innovation in API manufacturing and their formulations needs to move away from 80+ year old traditions/methods. Two obstacles will have to be overcome. They are “self-doubts” of chemists, chemical engineers and management at each company and “doubts” of drug regulators worldwide. Process innovation has to start and have support of each company’s village (6,7,8,9,10). Product quality has to be a must. Value of such collaboration has been proven time after time in almost every chemical related manufacturing except for API and their formulations . It is time for pharmaceutical manufacturing to come to 21st century.
Girish Malhotra, PE
EPCOT International
Dr. Charles Kausch, Adjunct Professor
Lorain County Community College, Akron OH
References:
1. Shreve, R. N. Unit Processes in Chemical Engineering, Industrial and Engineering Chemistry,1954, 46, 4, pg., 672, Accessed June 22, 2020.
2. McCabe W. L & Smith J. M. Unit Operations of Chemical Engineering McGraw-Hill Book Company Second Edition 1967
4. Batch Process, https://en.wikipedia.org/wiki/Batch_production Accessed June 1, 2019
5. Continuous Process https://en.wikipedia.org/wiki/Continuous_production, Accessed June 1, 2019
6. Malhotra, Girish: Chemical Process Simplification: Improving Productivity and Sustainability John Wiley & Sons, February 2011
7. Malhotra, Girish: Chapter 4 “Simplified Process Development and Commercialization” in “ Quality by Design-Putting Theory into Practice” co-published by Parenteral Drug Association and DHI Publishing© February 2011
8. Malhotra, Girish: Research Report: Strategies for Improving Batch or Creating Continuous Active Pharmaceutical Ingredient (API) Manufacturing Processes, March 2017; AVAILABLE FREE
9. Malhotra, Girish: Active Pharmaceutical Ingredient Manufacturing: Nondestructive Creation De Gruyter April 2022
10. Malhotra, Girish: Profitability through Simplicity Accessed June 26, 2024
11. Net Zero Burke, J. What does net zero mean? https://www.greenbiz.com/article/what-does-net-zero-mean, May 2, 2019 Accessed April 27, 2021
12. Sheldon R.A. The E factor 25 years on: the rise of green chemistry and sustainability, Green Chemistry https://pubs.rsc.org/en/content/articlelanding/2017/gc/c6gc02157c/unauth#!divAbstract , 2017, 19, 18-43 Accessed February 17, 2021
13. Schrader, Ulf: Operations can launch the next blockbuster in pharma McKinsey & Company, February 2021
14. Witte, C. et. al. McKinsey & Company Decarbonizing API manufacturing: Unpacking the cost and regulatory requirements, July 26, 2024
15. Levenspiel, O. Chemical Reaction Engineering, John Wiley & Sons Inc, 1972, Second Edition, Accessed December 20, 2020
16. Dodge, B. F. Chemical Engineering Thermodynamics, McGraw-Hill Book Company, 1944
18. Plate & Frame Heat exchangers
19. Wang, L et. al. Six-Step Continuous Flow Synthesis of Diclofenac Sodium via Cascade Etherification/Smiles Rearrangement Strategy: Tackling the Issues of Batch Processing, Chemistry – A European Journal Accessed June 24, 2024
20. Chen F et. al. Method of Synthesizing Diclofenac Sodium US 2023/0234911 A1